SPECIAL & INNOVATIVE EQUIPMENT
Production line for decorative & high resistance poles without welding
(HSP – Hot Spun Pole)
Decorative & high resistance poles, without welding, starting from commercial pipes.
PRODUCTION LINE FOR DECORATIVE & HIGH RESISTANCE POLES WITHOUT WELDING (HSP – HOT SPUN POLE)
OMM provide wide and flexible solutions by its latest HSP production line with hot roller forming accuracy and quality, the make convenient this machine for poles production plant that want to cover a wide range of pole typology suitable for urban street light & decoration poles.
OMM’s HSP production line can easily be operated and carried thanks to its user-friendly interface. It’s produced with latest production technologies able to guarantee the best results in term of Hot Spun Poles.
Used for decorative & high resistance poles production, represent the solution for companies that wants to produce poles with good quality and roll formed cross section, starting from commercial pipes.
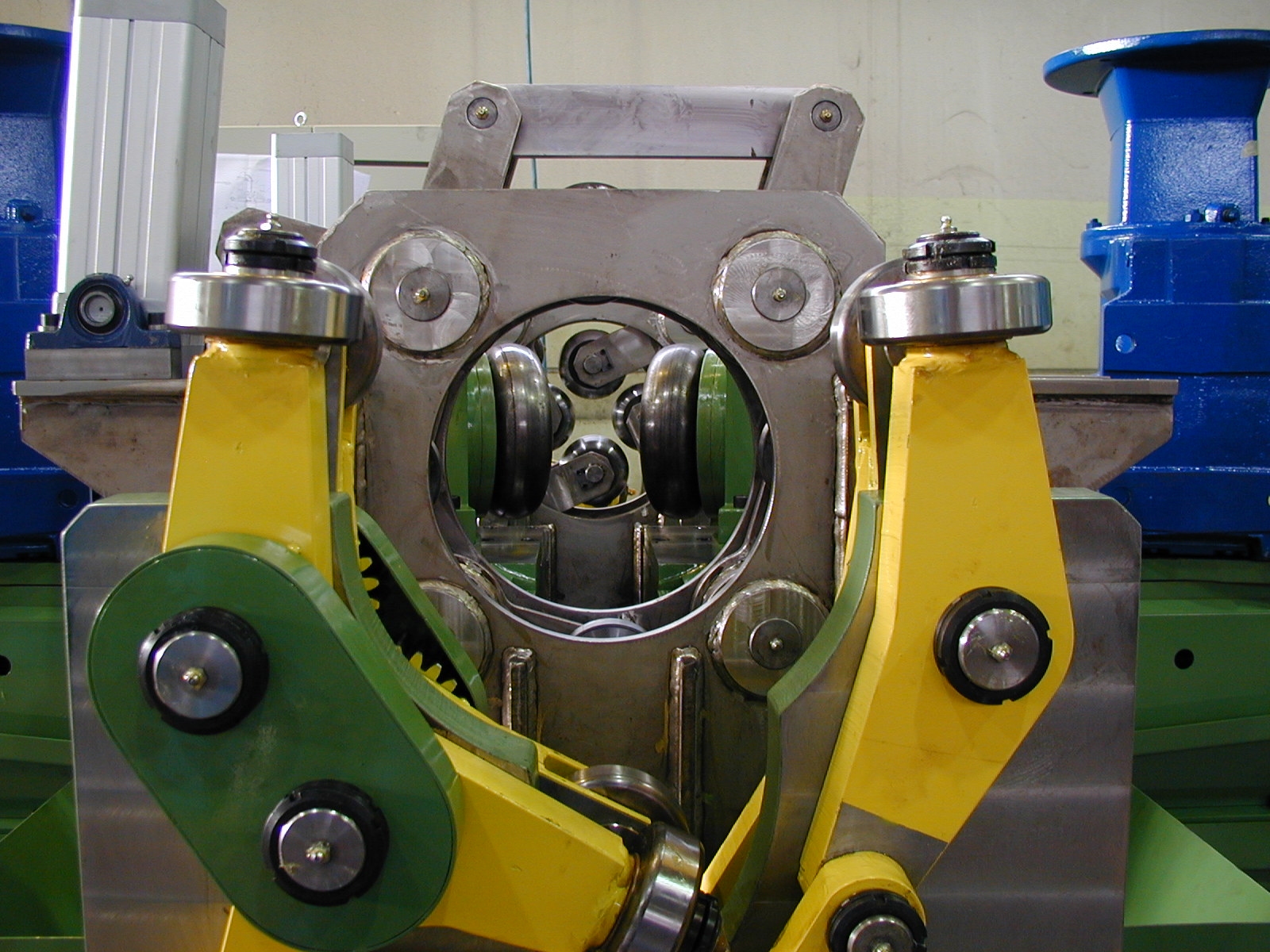
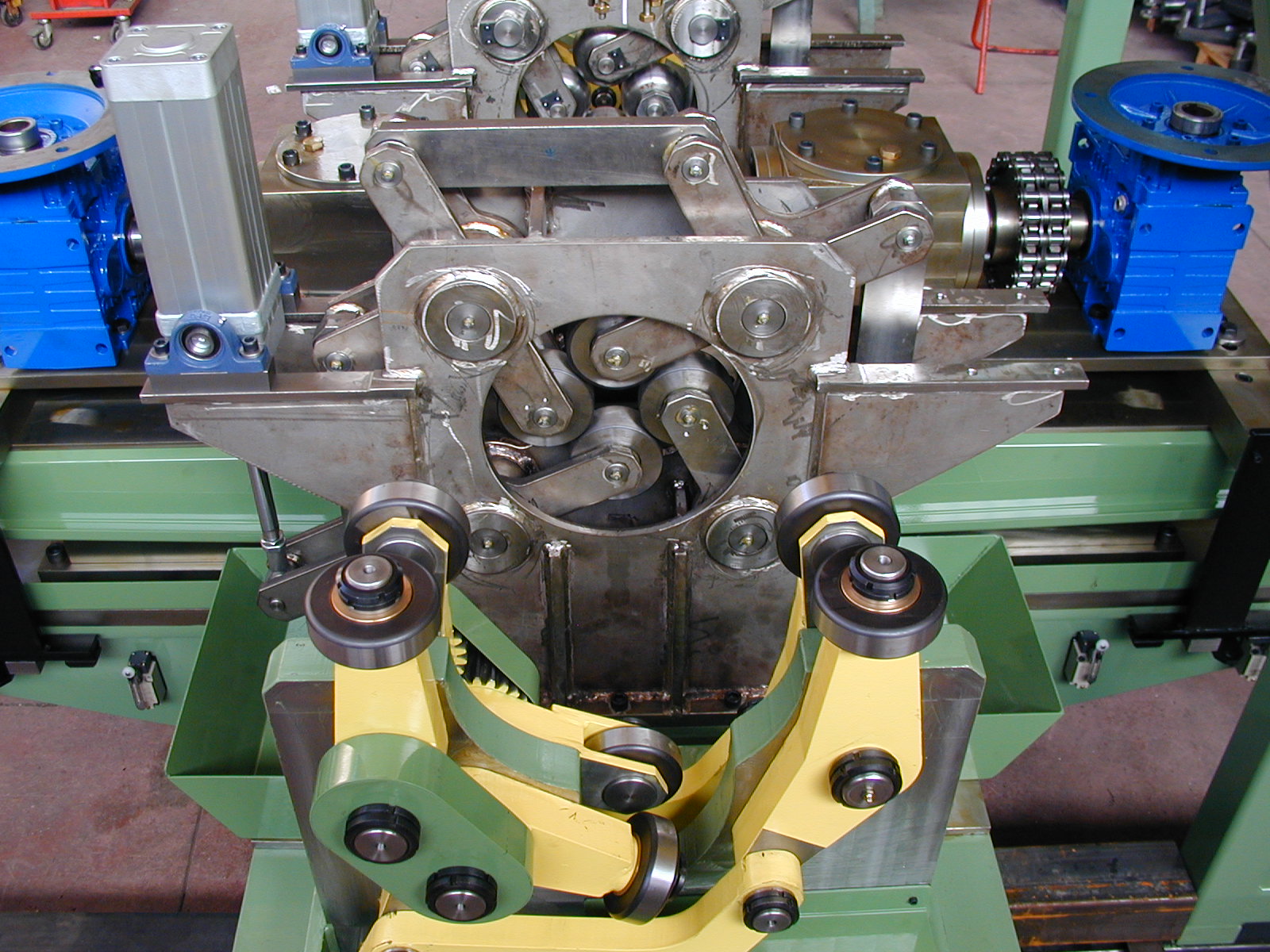
This machine allows, starting from a wide range of cylindrical pipe, practically, infinitive series of poles can be obtained by hot rolling forming. The shape become set through software and realized by CNC.
OMM’s HSP production line is suitable for the production of conical round poles (axial symmetrical) for urban street light, lighting poles, tapered poles and high mechanical resistance poles for tramway application. This system uses a hot rolling forming technology starting from pipes as per standard EN10305 – BS6323P5.
One of the main features of this machine is the capability also to remove the exceeding welding, that mean after this machine will be no possible to distinguish the joint.
OMM’s HSP production line after the operation guarantee a uniform thickness, equal to the starting thickness, along all the roller formed length. Furthermore, for special production, there is a possibility to have a small thickness reduction, in progressive way along all the roller formed length.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Tecnichal and main features
All the process is managed by only an operator for parameters setting, supervisor, roller forming, door opening, cutting and deburring) is fully automated without any sheet manipulation.
Make a good shape, design oriented, make the difference on the market share.
All the process is managed by only an operator for parameters setting, survey, roller forming, door opening, cutting and deburring is fully automated without any sheet manipulation. Make a good shape, design oriented, make the difference on the market share.
This machine as all our machines/systems has been designed and manufactured respecting all the norms, in term of safety and respecting the environment (noise, fumes aspiration, energy recovery back), given by the European Community:
• Complies with all applicable requirements of the machine directive 2006/42/EC
• Conforms with all applicable provisions of the directive 2006/95/CE (low tension)
• Conforms with all applicable provisions of the directive 2004/108/CE (electromagnetic compatibility)
• Conforms with the standard EN ISO 12100 (General principles on machine design)
• Conforms with the standard EN 60204 (Machine Electrical Equipment)
OMM implement the management system in conformity with the European norm ISO 9001:2015 for the designing, construction, installation and maintenance of the industrial automatic equipment for steel fabrication (EA 18).
- Line starts from commercial pipes
- Poles without welding
- Pipe diameter 76÷245 mm
- Pole bottom diameter 76÷245 mm
- Pole top diameter 60 mm
- Wall thickness 2.9÷6.3 mm
- Pole length 3,500÷15,000 mm
- Material E190 – E420 (en 10305) normalized
- Maximum speed for maximum diameter 1,5 m/min
- Heating maximum temperature 850 °C
- Heating group power 350 KVA
- Tolerances (*):
– On the external diameter: ± 1 % (minimum ± 1 mm)
– On the ovalization: ± 2 % on the diameter resulting by the circumference measure
– On total length: ± 0,5 %
– On the tapered shaft: ± 20 mm
– On the thickness: ± 0,3 %
– On the straightness: 3 ‰ - Only one operator for the entire working cycle (roller forming, door opening, cutting and deburring)
(*) Of course, the tolerances are valid under condition that the pipes in input are conform to the norms DIN-1626. About the quality aspect, the surface has to result regular and smooth without any rifles, indentation, incisions, dents.